TM 10-5411-207-14
3-9. General Repair Procedures (cont).
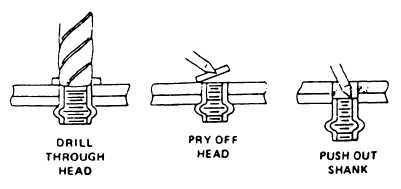
(2) Removal. (Figure 3-8)
WARNING
Drilling creates metal chips which may enter eyes and cause serious
injury. Eye protection is required.
(a) Drill through head of rivnut, using same size drill used to make original
hole. Counterbore in rivnut will act as a drill guide.
(b) Remove head of rivnut.
Figure 3-8. Removing Rivnuts.
CAUTION
Do not puncture opposite face sheet of panel when punching out
rivnut shank.
(c) Punch out shank of rivnut, using a pin punch slightly smaller than hole in
structure. Punch only enough to disengage. Move rivnut aside to install
new rivnut.
(3) Repair. (Figure 3-9) When excessive torque is applied on screws attached on
rivnuts, it may cause a rivnut to turn (spin). Table 3–4 provide the maximum
torque requirement for hardware to prevent rivnut turning. To correct a turning
rivnut, proceed as follows:
(a) Drill a .062 (+.003, -.001) diameter hole by 1.00 inch long on the stem of
the turning rivnut as shown in Figure 3-9.
(b) Install a headless straight pin (Item 25, Appendix D) in hole.
3-15